
Китай: инновации в сварных стальных конструкциях?
2026-02-25
Когда слышишь ?китайские сварные конструкции?, первое, что приходит в голову многим — это массовое, дешёвое производство. Но это поверхностно. За последние лет десять всё перевернулось с ног на голову. Речь уже не просто о масштабах, а о том, как подходят к самому процессу: от проектирования и материалов до контроля на стройплощадке. И инновации здесь часто не в громких прорывах, а в системных, иногда почти незаметных со стороны, изменениях, которые в итоге дают совсем другой результат по надёжности, скорости и, что важно, конечной стоимости. Давайте разбираться без глянца.
Где кроется реальный сдвиг? Не только в роботах
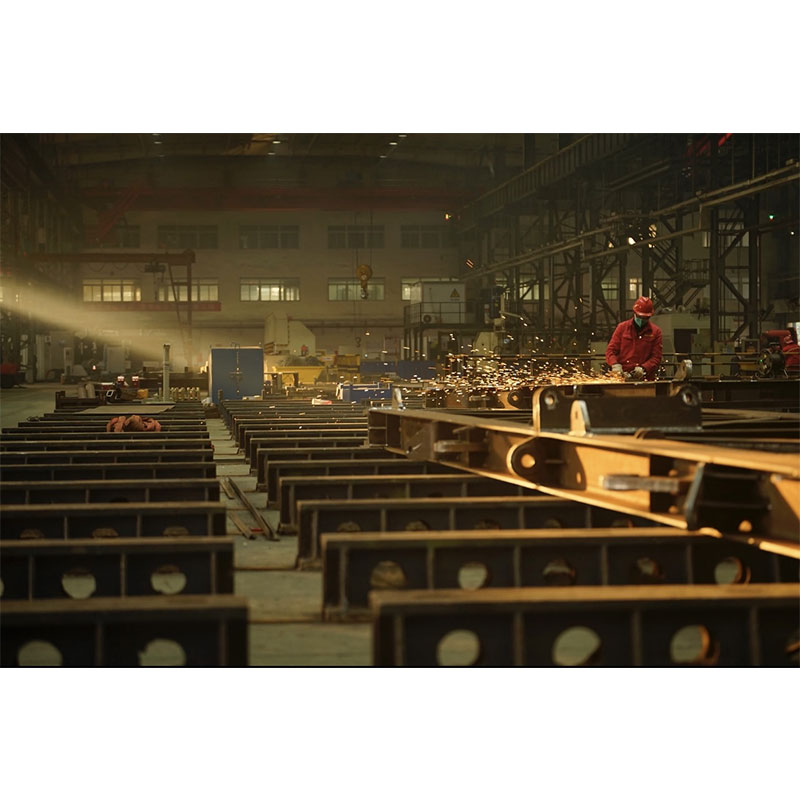
Все говорят про автоматизацию сварки, и да, роботизированные линии на крупных заводах вроде тех, что у ООО Хуайбэй Игуншунь Строительная Инженерия, — это норма. Но главное не сам факт робота, а то, как он интегрирован в цепочку. Раньше часто было так: сделали деталь, потом её сварили. Сейчас цифровая модель (BIM) диктует параметры резки и сборки ?под сварку? с микронными допусками. Это значит, что стыки идеально подогнаны, деформация при сварке минимальна, и сам шов можно вести оптимально. На их сайте hbygs.ru видно, что они охватывают всё — от проектирования до монтажа. Это и есть системный подход: инновация в связке этапов, а не в одной операции.
Ещё один момент — материалы. Китайские металлургические комбинаты сейчас выпускают высокопрочные низколегированные стали (типа Q460, Q550), которые отлично подходят для сварки, но требуют жёсткого контроля тепловложения. Мы как-то на проекте стадиона получили партию такой стали. Сварщики поначалу ругались — привыкли к ?мягкому? металлу. Пришлось пересматривать режимы, подбирать новые марки проволоки и флюсов. Ошибка в настройке автомата на 10-15 ампер могла привести к образованию холодных трещин. Это та самая ?инновация?, которая бьёт по карману, если к ней не готов.
И контроль. Сплошной ультразвуковой контроль (УЗК) критичных швов — это уже не исключение, а стандарт для ответственных объектов, вроде химических галерей или мостов. Но интереснее другое — стали активно внедрять системы цифрового протоколирования. Каждый шов имеет цифровой ?паспорт?: кто варил, каким аппаратом, параметры тока, даже температура окружающей среды. Это не для галочки. При монтаже сложного портального каркаса в условиях ветра такие данные помогают быстро понять причину дефекта, если он вдруг проявился. Это невидимая, но мощная инновация в управлении качеством.
Опыт из практики: мост и ?неправильная? проволока
Хочу привести пример не из учебника. Был у нас проект пешеходного моста с длинными криволинейными балками. Конструкция арочная, сварные швы — разнонаправленные, в разных пространственных положениях. Проект предусматривал использование стандартной сварочной проволоки ER70S-6. Но при пробной сборке и сварке ?вниз? всё было отлично, а при потолочном положении пошли поры, шов стал хрупким.
Стали копать. Оказалось, что кромки, нарезанные плазмой, имели микроскопическое окисление, которое с обычной проволокой в неудобном положении давало такой эффект. Решение было не в том, чтобы менять технологию резки, а в подборе проволоки с более активным раскислителем. Использовали специальную проволоку для позиционной сварки, хотя она и дороже процентов на 25. Инновация? Скорее, грамотное применение уже существующих материалов под конкретные, неидеальные условия. Иногда инновация — это отказ от стандартного решения там, где оно не работает.
Этот случай хорошо показывает разницу между заводским цехом и монтажной площадкой. На заводе у ООО Хуайбэй Игуншунь условия контролируемые, а на объекте — ветер, влажность, неудобный доступ. Поэтому их комплексный подход, где они сами проектируют, производят и монтируют, даёт огромное преимущество. Конструкторы заранее закладывают такие узлы, которые можно качественно сварить в полевых условиях, а не только на идеальном стенде.
Сборные здания и скорость: где жертвуют, а где — нет
Вот смотрите, бум быстровозводимых зданий. Казалось бы, тут всё на конвейере: стандартные профили, типовые узлы. Но именно здесь я видел интересные решения по сварке. Чтобы ускорить монтаж, основные рамы часто соединяют на болтах. Но ключевые, силовые узлы — основания колонн, коньковые соединения — часто требуют сварки для жёсткости.
Чтобы не варить это на высоте, придумали такую схему: на заводе к концам колонн и балок приваривают монтажные фланцы со строго обработанной торцевой поверхностью. На объекте их стыкуют и соединяют высокопрочными болтами. Сама же сварка фланца к колонне делается в цехе, в идеальных условиях, с полным контролем. Это гибридная технология, и она родилась именно из требований скорости и качества. На сайте hbygs.ru в разделе продукции видно, что они делают и сборные здания, и сложные каркасы — подход, видимо, универсальный.
Но и тут есть подводные камни. Такая технология требует безупречной геометрии. Если при сварке фланца колонну ?поведёт? всего на пару миллиметров, на площадке болт уже не встанет. Поэтому на производстве используют жёсткие кондукторные установки, которые фиксируют деталь во время сварки. Это тоже элемент инновационного процесса — не в сварке самой, а в обеспечении её точности.
Неудачи как часть пути: история с оцинковкой
Расскажу и о промахе, который многому научил. Был заказ на лёгкие конструкции навесов из оцинкованных прогонов типа C/Z. Технология стандартная: холодногнутый профиль, покрытый цинком. Нужно было приварить к нему крепёжные косынки. Сварщики, недолго думая, взяли обычную ручную дуговую сварку (ММА) электродами по обычной стали.
Результат был плачевный. В зоне шва цинковое покрытие выгорело, но главное — из-за высокой теплопроводности цинка и его низкой температуры кипения возникла интенсивная пористость в самом шве. Шов внешне выглядел нормально, но при нагрузке треснул по границе сплавления. Пришлось демонтировать. Правильное решение — либо использовать специальные электроды для сварки оцинкованной стали (они дорогие и требуют навыка), либо вообще отказаться от сварки в пользу болтовых или выштампованных соединений в таких узлах. Теперь, глядя на ассортимент ООО Хуайбэй Игуншунь, который включает и оцинкованные прогоны, и сэндвич-панели, понимаю, что они наверняка сталкивались с подобным и имеют чёткие протоколы для таких материалов.
Этот случай — яркий пример того, что инновации в сварке часто упираются в совместимость материалов. Можно иметь самый современный робот-сварщик, но если неверно выбрана пара ?основной металл — присадочный материал?, всё насмарку.
Взгляд вперёд: цифровизация и кадры
Куда всё движется? Очевидно, что дальше будет больше цифровых двойников. Уже сейчас на этапе проектирования можно не только рассчитать прочность узла, но и смоделировать процесс его сварки: термический цикл, остаточные напряжения, возможные деформации. Это позволяет оптимизировать последовательность наложения швов ещё до того, как взяли горелку. Для компании, которая, как ООО Хуайбэй Игуншунь Строительная Инженерия, интегрирует все этапы, это прямой путь к сокращению ошибок и стоимости.
Но есть и проблема, которую технологии пока не решают полностью — это кадры. Опытный сварщик-универсал, который понимает металл, ?чувствует? дугу и может адаптироваться к нештатной ситуации на площадке, — это на вес золота. Автоматы и роботы хороши для типовых операций в цехе. А на монтаже сложного объекта, того же стадиона или станции скоростной дороги, без таких специалистов никуда. Поэтому инновации в обучении, симуляторах сварки, которые дают не просто навык, а понимание процессов, — это не менее важное направление.
В итоге, если отвечать на вопрос из заголовка: да, инновации в Китае есть, и они существенные. Но они не всегда лежат на поверхности в виде нового аппарата. Чаще это глубокая перестройка всего цикла: от цифровой модели и выбора металла до логистики готовых узлов на стройплощадку и методов контроля. Это делает китайских подрядчиков, особенно таких комплексных, как упомянутая компания, очень сильными игроками для сложных и ответственных проектов, где важно не просто сварить, а сделать это предсказуемо качественно в любых условиях.